Waterjet Cutting for the Aerospace Industry
5 AXIS Waterjets with drill attachments
capabilities
Aerospace Waterjet Cutting
GASE Engineering provides in-house waterjet cutting for aerospace and other high-integrity work at our Crayford, Kent campus. The process is cold, so there is no heat-affected zone, material properties are preserved, and distortion is kept low. This makes waterjet ideal for titanium, high-strength stainless and thick sections, as well as composites and engineering plastics. We use it to produce accurate near-net blanks that move straight into forming, 5-axis machining, turning, welding and final assembly within one quality system and one schedule.
At a glance
- Working area to ~1400 × 2500 mm, thickness ~0.2 mm to 254 mm
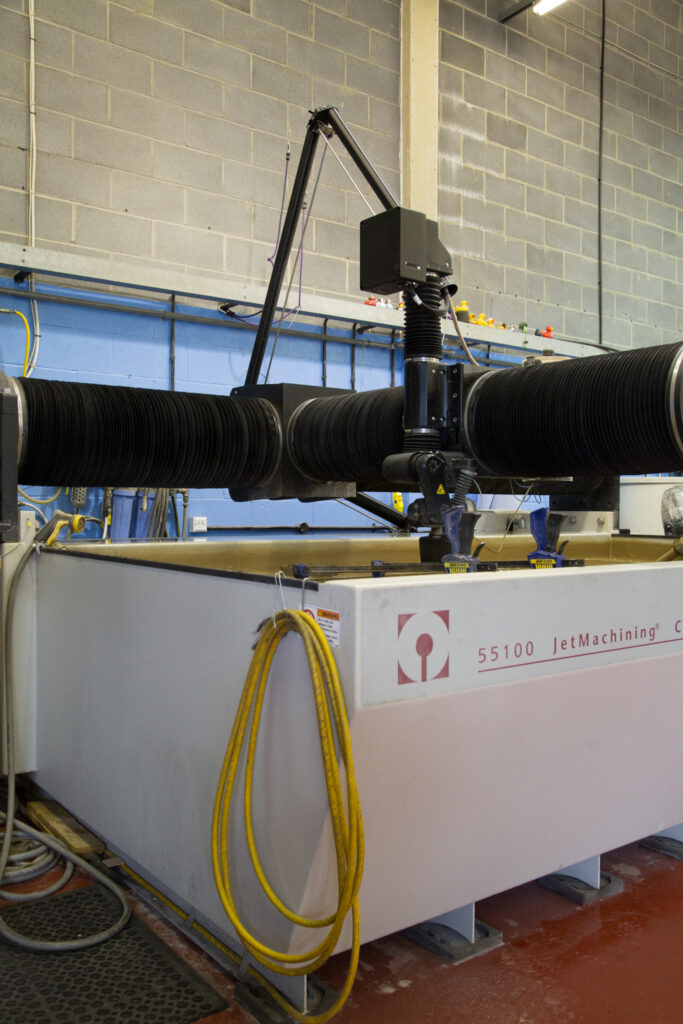
- Two OMAX machines, 55100 for larger plates and 5555 for compact shapes and development work
- Abrasive and pure water cutting for metals and non-metallics, no heat-affected zone


Why waterjet for aerospace and defence
Waterjet cutting protects the base material. Because there is no thermal input, edges are not hardened or burnt, which helps parts fold, machine and weld as intended. For titanium components and thicker aerospace brackets, ribs and frames, this reduces rework and keeps tolerances stable in the next operation. For composites and engineering plastics, the cold cut avoids melting and delamination. In many cases the edge needs little or no dressing before the part moves on.
Machines, materials and typical parts
Our cell pairs an OMAX 55100 with an OMAX 5555. Between them we cover large format sheet and plate, as well as small, intricate profiles for development. Aluminium and stainless are daily work, we regularly cut titanium and specialist alloys where laser or plasma would risk a heat-affected zone, and we also process composites and engineering plastics. Typical aerospace parts include brackets, ribs, frames and access panels, plus thick-section profiles for high-integrity applications.
Sectors and example applications
Aerospace
Cold cut ribs, frames and brackets in aluminium, stainless and titanium, profiled for forming or straight into 5-axis machining. Access panels and covers prepared with accurate hole and slot features to reduce downstream set-ups.
Defence
Near-net blanks for ruggedised housings and carriers, cut without heat to protect strength and surface integrity before CNC machining and welding. Useful for complex outlines and thicker materials where distortion must be kept in check.
Nuclear
Thick-section profiles and safety-related components where cold cutting, traceability and documentation are essential. Waterjet supports accurate geometry without thermal input, helping maintain design intent for later fabrication and machining.
Electronics and communications
Chassis parts, cable and waveguide plates, RF panels and enclosures in aluminium and copper alloys. Clean edges and controlled kerf support accurate hole patterns and slot features prior to forming and final machining.
Marine
Corrosion-resistant brackets and frames cut from stainless and aluminium, with low distortion for parts that will see forming and welding. Reliable for thicker sections and mixed material kits.
If your application is not listed, send the model and we will confirm the most efficient route through waterjet, forming and machining.
Integrated manufacturing route
Waterjet at GASE is one step in a joined-up route. A part can start as a waterjet blank, move through fine-limit sheet metal for forms, then into 5-axis machining for tight features, before welding, finishing and assembly. Keeping everything on one campus under one set of controls removes the risk of shifting between suppliers, simplifies hand-offs and often shortens lead times. Cross-links to our CNC Machining, Fine Limit Sheet Metal, Welding and Fabrication, and Quality pages make it easy for buyers to see the whole picture.
Data, nesting and preparation
Send DXF or DWG for 2D work, or STEP, IGES, Parasolid or native SOLIDWORKS for 3D. Our team prepares cutting paths and nests parts to improve material yield and reduce cycle time, which is important on high-value alloys. Because the same engineers look after machining, turning and sheet metal, the waterjet profile becomes the reference for later stages, helping avoid duplication and error.
Quality and documentation
Waterjet work runs under our AS9100 quality management system. Inspection is scaled to the job and can include CMM, profile scanning and microscopic inspection where required. We can supply the documentation you need, from standard inspection reports and certificates of conformity through to AS9102-style FAIRs and fully traceable data packs.
FAQs
What sizes and thicknesses can you cut
Up to around 1400 × 2500 mm and 0.2 mm to 254 mm thick, depending on material and geometry. If your part sits close to the limits, share the model and we will confirm the set-up.
Which materials do you support
Aluminium and its alloys, stainless and other steels, titanium and nickel alloys, copper alloys, composites and engineering plastics. We can advise when abrasive or pure water is the better option.
How clean is the edge
Edges are free from heat-affected zone. Surface finish and kerf depend on material and speed, we will set the cut quality to suit the next process so you are not paying for more than you need.
Can you take parts from waterjet to finished assembly
Yes. We can form, machine, turn, weld, finish and assemble on the same campus with a single job pack and traceability.
What files do you accept and how do I start
DXF, DWG, STEP, IGES, Parasolid and SOLIDWORKS are all fine. Send the file with any notes on material and finish, we will review nesting and manufacturability and come back with a route and lead time.
Ready to discuss a part
Upload your drawing or model and we will review nesting, material yield and any features that should be machined after cut. If you want to see the cell, we can arrange a visit to the Crayford site.